 Pусский
Pусский English
English Español
Español
















Расположена в национальной зоне высоких технологий в городе Цзянинь, провинция Цзянсу. Компания была основана в июне 2000 года и представляет собой частную акционерную компанию, специализирующуюся на исследованиях, разработках и производстве конвейерного оборудования. Мы являемся высокотехнологичным предприятием и ключевым предприятием в той же отрасли Китая.
Наша компания специализируется на исследованиях, разработках и инвестициях в продукцию, и при большой поддержке правительства основала исследовательский центр технологий высокоподъемных конвейеров и последовательно развивает обширный технический обмен и сотрудничество со многими университетами и известными организациями, такими как Тайюань. Университет науки и технологий, Северо-Восточный университет, Пекинский институт проектирования и исследований металлургической промышленности, Пекинский научно-исследовательский институт подъемно-транспортного оборудования, немецкая компания Contitch, британская компания SBS, немецкая компания KoCH и т. д.; и последовательно получила 22 национальных патента на исследования и разработки продуктов.
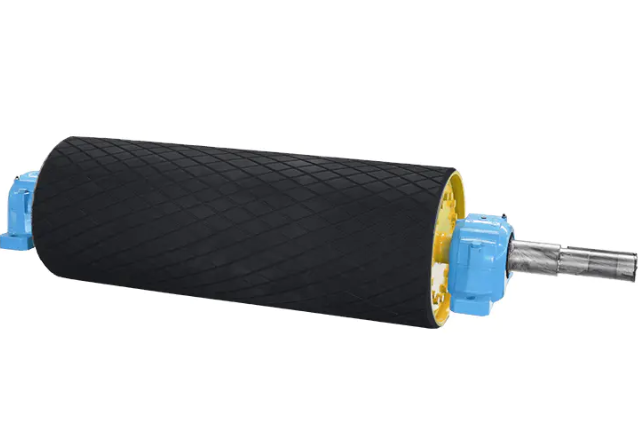
Шкив с резиновым покрытием
Ролик с резиновым покрытием является важным компонентом и компонентом транспортной системы ленточного конвейера. Резиновое покрытие ролика может эффективно улучшить условия эксплуатации конвейерной системы, защитить металлический ролик от износа, предотвратить проскальзывание конвейерной ленты и обеспечить синхронную работу ролика и ленты, обеспечивая тем самым эффективную и крупногабаритную работу. Производительность работы ремня. Резиновое покрытие барабана также может эффективно предотвращать трение скольжения между барабаном и ремнем, уменьшать прилипание материала к поверхности барабана, тем самым уменьшая отклонение и износ ремня.

Технические характеристики
Утепляющие материалы: можно использовать натуральный каучук, нитриловый каучук, хлоропреновый каучук, каучук EPDM, полиуретан и т.д.
Технология прорезиненных роликов делится на две категории. Традиционная резиновая изоляция, такая как технология горячей вулканизации, в основном вулканизирует резину и ролик через вулканизационный резервуар, чтобы обеспечить прочность соединения между прорезиненной панелью и роликом. Второй тип – холодная вулканизация. В технологии резинового покрытия используется специальный метод холодной вулканизации для непосредственного соединения ролика и панели с резиновым покрытием. Его можно использовать для покрытия на месте и подземного покрытия. Его технология относительно передовая, а также значительно снижает затраты на рабочую силу.
Процесс производства: Вообще говоря, главный вал барабана можно разделить на следующие два типа в зависимости от состояния нагрузки:
(1) Оправка воспринимает только изгибающий момент, как, например, вал перенаправляющего барабана;
(2) Вращающийся вал одновременно воспринимает изгибающий момент и крутящий момент, как, например, вал комплекта трансмиссионных роликов; материал вала обычно представляет собой прокатную или кованую углеродистую или легированную сталь. Обычным материалом является среднеуглеродистая сталь, наиболее распространена сталь № 45. Обычно для валов с большими усилиями и ограниченными размерами, а также валов с определенными особыми требованиями можно использовать легированную сталь, а выбранным материалом является хром 40. При необходимости вал обычно необходимо подвергнуть термической обработке или обработке поверхности. улучшить его механику. Производительность, износостойкость и т. д. При нормальных температурах модуль упругости легированной стали и углеродистой стали сильно различаются, поэтому жесткость вала невозможно улучшить с помощью легированной стали; материал вала, как правило, закален и отпущен, а для трансмиссионного ролика. Если индекс прочности вала не соответствует требованиям, вы также можете объединить обработки закалки и отпуска и проверить их в соответствии с допустимым напряжением симметричного циклического изгиба; Технические требования к конструкции обшивки ствола: (1) Обшивка ствола должна быть скручена вдоль направления прокатки стальной пластины; (2) Смещение в месте соединения не должно превышать 1 мм;
(3) Продольные сварные швы после обрезинивания барабана должны пройти ультразвуковую или рентгеновскую дефектоскопию: ① Ультразвуковая дефектоскопия проводится в течение 10% времени, и сварной шов достигает второго уровня стандарта; ② Радиографическая дефектоскопия начинается с одного конца и занимает 20% общей длины, а сварной шов достигает второго уровня национального стандарта. Если длина дефектоскопии увеличена вдвое, если длина дефектоскопии после удвоения все еще остается неквалифицированной, дефектоскопия по всей длине будет проводиться до тех пор, пока не будут выполнены требования;
(4) Допуск округлости прокатанной обшивки не должен превышать 0,5;
(5) Материал: сталь Q235, предел текучести 235 Н/м2; для средних роликовых комплектов и малотоннажных роликовых комплектов, когда наружный диаметр ступицы превышает 220 мм, применяется литая сталь; для комплектов роликов для легких условий эксплуатации, когда внешний диаметр ступицы колеса менее 220 мм. При использовании горячекатаной круглой стали она должна соответствовать национальным стандартам.
Области применения: сталелитейная, металлургическая, угольная, цементная, энергетическая промышленность, производство удобрений, зернохранилища, порты и другие отрасли.
ПОДДЕРЖИВАТЬ СВЯЗЬ
О нас
Jiangyin Huadong Machinery Co., Ltd.(RU)
Почетная грамота






Новости
-

1. Зачем чистота Натяжные ролики ленточного конвейера ? (Цель и преимущества очистки) Предотвращение отклонения: Пыль и липкие материалы (такие как уголь, глина, удобрения и зерно) могу...
ПРОЧИТАТЬ БОЛЬШЕ -

1. Ситуации, требующие аварийного отключения и замены (красная линия угроз безопасности) Потеря структурной целостности: Глубокие трещины на конвейерный шкив поверхность (трещины раз...
ПРОЧИТАТЬ БОЛЬШЕ -

1. Поверхность ролика ленточного конвейера Проблемы (1) Износ и отслоение резиновой поверхности. Причины: Нормальный износ: Длительное трение о ремень и материал. Ненормальный ...
ПРОЧИТАТЬ БОЛЬШЕ -

Буферные ролики используются в приемной части ленточных конвейеров для уменьшения воздействия падающих материалов на ленту конвейера. Буферные ролики устанавливаются под приемной секцией конвейера, чт...
ПРОЧИТАТЬ БОЛЬШЕ -

Спиральные ролики в основном используются для очистки мусора от ремня и правильного отклонения ремня. Они обычно сварены из спиральной круглой стали диаметром приблизительно от 10 до 14 мм. В качес...
ПРОЧИТАТЬ БОЛЬШЕ -

А Очиститель первичной конвейерной ленты это чистящее устройство, установленное на ролике конвейерной ленты. Он используется в основном для удаления остаточных материалов (таких как пыль, гр...
ПРОЧИТАТЬ БОЛЬШЕ -

Керамический конвейер-шкив-это привод или перенаправление шкива со специальным резиновым покрытием на поверхности металлического валика, встроенного с ультрадушными керамическими дисками. Керамичес...
ПРОЧИТАТЬ БОЛЬШЕ -

Корт -конвейер ленты. являются ключевыми компонентами, поддерживающими конвейерную ленту. Их состояние напрямую влияет на эффективность, потребление энергии и срок службы оборудования. Впадит...
ПРОЧИТАТЬ БОЛЬШЕ -

Железные ролики являются ключевыми компонентами ременных конвейеров, непосредственно влияя на эффективность и срок службы конвейерной ленты. Следующие являются обычными КОНВЕЙСТВО КОНВЕЙСТВО ...
ПРОЧИТАТЬ БОЛЬШЕ -
Резиновые шкивы являются важными компонентами и частями систем конвейеры ремня. Резиновое покрытие на роликах на холостое время эффективно улучшает условия эксплуатации конвейерной сист...
ПРОЧИТАТЬ БОЛЬШЕ -
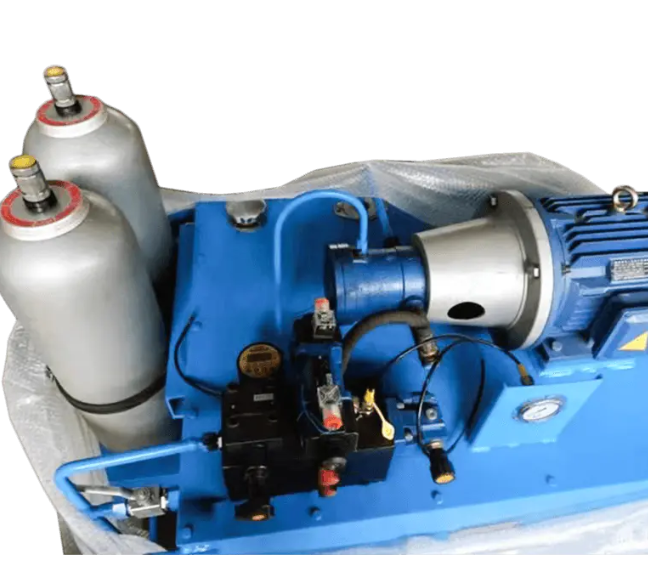
Гидравлический натяник конвейерной ленты является ключевым устройством, которое использует гидравлическую систему для автоматической регулировки натяжения конвейерных лент (таких как ре...
ПРОЧИТАТЬ БОЛЬШЕ -

Ленточные шкивы являются важными компонентами ремонтных конвейерных систем. Производство роликов в первую очередь включает в себя начальную катание на роликовом корпусе, начальную статическую...
ПРОЧИТАТЬ БОЛЬШЕ
Шкив ленточного конвейера Знание отрасли
Продукт
© 2024. Все права защищены. Jiangyin Huadong Machinery Co., Ltd.(RU) Все права защищены.
